Guide to Metal Detection
LOMA SYSTEMS® offers this guide to metal detection to assist food and packaging companies in establishing an effective metal detection program that meets regulatory guidelines.
How a Metal Detector Works
The most widely-used type of metal detector in the food industry functions on the principle known as the ‘balanced coil’ system. This type of system was registered as a patent in the 19th century, but the first industrial metal detector was not produced until 1948.
The progress of technology has taken metal detectors from valves to transistors, to integrated circuits and more recently, into microprocessors. Naturally, this has increased their performance providing greater sensitivity, stability and flexibility, as well as widening the range of output signals and information they are able to provide.
All the same, modern metal detectors are still unable to detect every particle of metal passing through their aperture. The physical laws applied in the technology limit the absolute capability of the system. Consequently, as with any measuring system, metal detectors have restrictions on accuracy. These restrictions vary depending on the application, but the main criteria is the size of the detectable metal particle. However, despite this, metal detectors perform a valuable and essential role in process quality control.
Two Main Categories for General and Foil-Wrapped Products
Modern metal detectors fall into two main categories. The first category consists of systems with a general purpose search head. These systems are capable of detecting ferrous and non-ferrous metals as well as stainless steels, in fresh and frozen products - either unwrapped or wrapped, even in metallized films. The second main category consists of systems which have a ferrous-in foil search head. These are capable of detecting ferrous metals within fresh or frozen products which are packed in foil wrapping.
The ‘Balanced Coil’ System: How it Works
All general purpose metal detectors work essentially in the same way, although for optimum performance you should select a metal detector which has been designed specifically for your application.
Construction techniques ensure that independent mechanical movement of the search head's components, and the ingress of water and dirt, are prevented. For optimum performance you should select a metal detector which has been designed specifically for your application. As you will see in diagram 1, the typical detector is encased in a metal box. This houses the coil components and provides a shield to protect them. The aperture, the tunnel through which the products pass, is lined with a non-metallic material (usually plastic), which provides a hygienic environmental seal for the internal components.
The ratio of the aperture size to the size of the product is important for achieving optimum performance. The sensitivity of the detector is measured at the geometric center of the aperture, which is the least sensitive point. This is inversely proportional to the size of the aperture, in particular, to the smaller of the two sides.
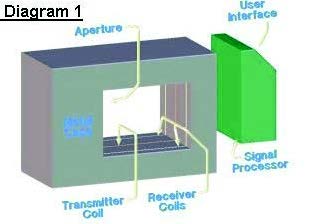
In all, there are three coils in the system. The transmitter coil generates a field, rather like a radio transmitter. This process, designed to make a metal particle identifiable, is called ‘illuminating’ the metal particle. The second and third coils are receivers, connected together to detect the presence of an ‘illuminated’ metal particle. The response is related to the conductive and magnetic properties of the metal.
Control and the Signal Processor
Controls can be mounted on the search head itself, or remotely, depending on the design and the application of your system. Where the controls are mounted does not affect the performance of
the system. The signal processor is highly sophisticated. When a typical metal particle is ‘illuminated,’ the signal value of the receiver coils is one millionth of a volt. First this is amplified by a high performance RF amplifier, then modulated down to low frequency. This provides amplitude and phase information. Finally, the signals are digitized and digitally processed, to optimize the sensitivity.
Magnetic Field Systems for Foil-Packed Products
These systems operate on a totally different detection principle. They work by incorporating a tunnel or passage which is subjected to a strong magnetic field and as a result, any magnetic material (such as a metal fragment with a ferrous content) is magnetized as it passes through. Incorporated in the tunnel are a series of coils. When the magnetized particle passes under them, a current is generated which is then amplified by the electronics of the detection system and this is used to trigger the detection signal output.
Secondary effects, due to the movement of any conductive material in a magnetic field, will also generate signals for non-magnetic metals. However, these are small compared to the effect generated by materials with a magnetic content. Consequently, only the largest pieces of non-ferrous metals and stainless steel can be detected. In the majority of applications, this technology is only
applicable to the detection of ferrous metals.
The User Interface
The user interface provides the means of communication with the system, allowing you to set up and to optimize it to operate with the application, environment and mechanical handling systems.
Microprocessors have enabled a wide range of communication links, statistical analysis and system information.
In the case of LOMA SYSTEMS’ metal detectors, network modules (Loma eNet) can be fitted to each of up to 40 metal detectors eventually connecting all to a printer or PC, providing coordinated operational and management information within seconds. The networking of information can also be linked with LOMA‘s PVS, Performance Validation System for metal detectors, which was developed in accordance with the strictest quality controls of the world’s leading retailers. The resulting combination of user information incorporates data, not only in regard to the detection of metal, but also on the quality of the metal detectors' performance.
Search Heads: Configuration
Search heads can be used in a variety of configurations. The most common, as shown in diagram 2, is mounted on a driven conveyor which has either a fixed or variable speed.
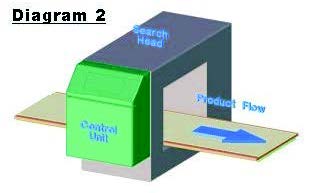
When a contaminated product is detected, it is rejected automatically. Metal Detector search heads can also be configured in a slim-line case and mounted on to the conveyor of a checkweigher. This creates a compact, space-saving ‘combination’ system.
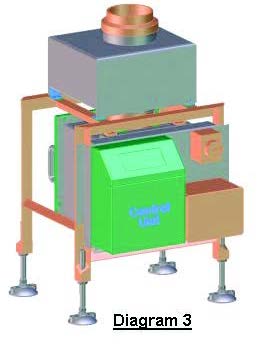
Equally, a search head can be configured to operate in a freefall mode, where the product moves down through a gravity-based system, as shown in diagram 3.
Other search head configurations include those used in pipeline systems for pumped products such as meat and gravity-fed, small aperture systems for items such as tablets.
How to Optimize the Performance of Your Metal Detector
Loma Systems: The Voice of Experience
Ever since LOMA SYSTEMS was founded in 1969, the company has worked very closely with both food manufacturers and retailers around the world. As a result, Loma has an unrivalled level of experience and expertise, in the practice of effective metal detection with food industry production lines. The following guidelines are drawn from LOMA's extensive background of ‘best practices’ and are designed to help you conform to the industry's most rigorous demands for quality control.
What the System Should Include
Your metal detection system needs to be positioned in line with the main production flow, after or at the end of the finished packing point. The system will be unaffected even if there is excessive water or steam at that point.
Conveyor based metal detectors must include the following for the most efficient performance:
- An efficient automatic rejection system
- A lockable box to receive the rejected product
- A full enclosure between the search head and the rejection bin
- A device to confirm that the contaminated products have been successfully rejected into the bin
- An automatic belt stop failsafe system to activate if there is air pressure failure, a detector fault, failure of the reject system or when the reject product collection bin is full
Pipeline systems must include an audible and visual indication of rejection and freefall systems require the facility to produce a double pack, if an automatic reject system is not possible.
Foil-Packed Products
Ideally, products to be foil-packed should be passed through a conventional metal detector system BEFORE they are packed in the foil. When this is not possible, products packed in aluminium trays or wrapped in aluminium foil must go through a ‘ferrous-in-foil’ detector, such as the LOMA IQ3 Ferrousin- Foil system. Alternatively, consider the additional benefits of using x-ray inspection at this point.
For products wrapped in metallized film, ‘compensated’ conventional detectors or freefall detectors should be used to detect both ferrous and non-ferrous metals.
Sensitivity
For optimum sensitivity, the search head must be of the size appropriate for the specified food product. It is important that the best attainable sensitivities are established and set for each product, relating to product size, type and packaging. This process should only be carried out in consultation with the manufacturer of your metal detector.
If you move your detection systems within your premises, or if you introduce new products, your system must be re-evaluated. Again, this should be done in consultation with its manufacturer.
Many leading retailers will insist that their suppliers of private label goods agree to clarify any changes in metal detection sensitivity settings with them and in writing. If your company is a private label
manufacturer, LOMA SYSTEMS strongly advises you to clarify the preferred policy with each of your retailer customers.
Sensitivity adjustment controls must not be accessible to untrained employees. Access should only be given to nominated, fully-trained staff and for additional security, the controls should be password protected or kept locked. Obviously, you will want to maximize the sensitivity of your detection system. However, you need to guard against potential instability, where the effects of product and/or environment could cause false rejects.
Types of Contaminants
There are three main groups of metallic contaminants:
- Ferrous
- Non-Ferrous
- Stainless Steel
Ferrous is both magnetic and conductive so it is easily detected. Non-ferrous is non-magnetic but a good or excellent conductor so it is relatively easily detected. Stainless steel is the most difficult contaminant to detect as it is usually non-magnetic and a poor conductor.
Stainless steel comes in various grades, some of which are magnetic and varying to completely non-magnetic. Their conductivity also varies but is generally low. Both of these factors contribute to poor detectability.
Processing plants in the food, packaging and pharmaceutical industries use the two most common grades, 304(L) and 316. The detectability of these grades are further hindered when the product is wet, contains a high salt content, or both, which thus contributes to a high product signal.
As the properties of stainless can be modified by machining (increasing the magnetic effect), specific sensitivity figures are difficult to quote. In general it can be expressed as a ratio to ferrous, at best 1:1.5 rising to 1:2.5.
Further complications are the orientation of contaminants such as screen wires and thin slivers (such as swarf) if the smallest dimension is smaller than the detectable sphere size.
Equipment Testing Procedures
Metal detection testing procedures must be clearly documented and communicated to all relevant staff. Testing should take place at the start of each shift, between each change of product and in any circumstance, at least hourly.
Intervals between tests need to be short enough that if a fault is found, products potentially affected have not left your premises and can be identified, recalled and retested. Once again, if your company is a private label manufacturer, ensure that you agree upon any variation you make to testing procedures, in writing, with your retailer customers.
As mentioned above, to facilitate effective testing, all of LOMA's IQ3 metal detectors have an integral PVS (Performance Validation System) feature. This feature automatically prompts the operator to carry out the required test at a pre-set interval.
Conducting Test Routines
When you test conventional metal detection systems, you need to use both ferrous and non-ferrous test packs. These should be made up from packs that are proven to be free from metal and are clearly marked and labelled so they cannot be packed inadvertently for dispatch. You need to make fresh test packs at a frequency that reflects the nature, durability and shelflife of the product concerned. If you use ‘stale’ test packs, they will not reflect the same properties as the products which the metal detector is inspecting.
In the case of LOMA SYSTEMS metal detectors, your system comes with a ready supply of plastic ‘wands’ which contain pieces of various metals in the specified test sizes. These are convenient and easy to place into your test packs and also make the testing process even more efficient. When you are testing finished packed products on a conveyor system, place the test piece of metal, where possible, at the extreme end of the pack. If this is impractical, for example, if you are testing individual small packs or sandwich wedges, place the test piece of metal in the center of the product.
Next, pass both ferrous and non-ferrous test packs individually through the search head two times. First, with the metal test piece at the leading edge of the pack and then with the test piece at the trailing edge of the pack. In each case, you must observe that the test piece successfully enters the reject bin.
In the case of unwrapped products, make every effort to fit metal detection equipment on your production line AFTER products are wrapped. Where this is not possible and you are manufacturing private label goods, it is advisable to agree to the testing routine, in writing, with the retailer concerned.
With freefall systems, place ferrous and non-ferrous test pieces independently in the product flow and observe appropriate rejection. This principle applies similarly to pipeline systems. However, where that is not practical within a pipeline system, insert the test piece between the pipe and the search head and then observe for the appropriate rejection. Should any part of your test fail, isolate all products produced since the last satisfactory test and re-screen them, using another detector functioning to the same standard as the original system performing the test.
Dealing with Rejected Products
Needless to say, no rejected product must ever be returned to the production line. However, this does not include products rejected during normal test procedures. If these products are in a sound condition, you should replace them in the product flow for them to be re-detected.
Rejected packs must be investigated by a suitable, trained person, within one hour of rejection. Frozen products must still be frozen, or refrozen. The investigation should be carried out using the metal detector system which initially rejected the products, but not while it is being used in actual production. If you cannot stop the production line, use an off-line detector with at lease the same, if not higher sensitivity.
Pass the rejected products through the detector positioned in the same way as they were when they originally went through the search head. Then pass the same products through the search head twice more, each time positioned in different ways. If at any stage the products are rejected again, it is essential to find the contaminant and identify it. Then, take any necessary action to ensure similar contamination does not recur. Having more than one metal-contaminated product rejected on a single production line within a shift, is a matter of great concern. Every effort must be made to ensure the identification and elimination of the cause. If you are manufacturing private label goods, you should inform your retailer customers, in writing, about the incident.
Maintaining Your Metal Detection Equipment
As with any piece of vital precision machinery, high performance can only be assured if your metal detector is regularly and properly maintained. So, it is worth instigating a planned program of preventative maintenance for your systems to take place at regular intervals, in accordance with the manufacturer's recommendations. Maintenance should be carried out by the original manufacturer. It can also be done by your own engineers, provided that they have been trained by the original manufacturer. After any repairs, maintenance or adjustments, you need to ensure that a full metal detector test is performed before you use the system again.
Training Your Staff
For maximum efficiency and safety, all relevant staff should be properly trained in the principles and use of metal detection equipment and the use of testing routines.
Documents and Record Keeping
It's important that you keep all relevant documentation and records covering a number of areas. These areas include:
- Commissioning and sensitivity tests and records for new equipment, and also those following the movement or relocation of equipment
- Results of routine tests showing time, result, sensitivity, product and any action taken
- Number of rejected packs each shift
- Number and details of detected contaminants
- Action taken to trace source of contaminants
- Planned preventative maintenance program and service work
- Personnel training
Preventing Metal Contamination by Maintenance and Cleaning Work
All your organization's maintenance and cleaning staff should receive appropriate training on how important it is to prevent metal contamination. The maintenance of your factory equipment should be planned, so that wear and tear can be remedied before defects occur. Try to ensure that any maintenance work or installation of new plant equipment is done outside of production hours. If that is not possible, then the area must be properly screened from adjacent raw material production or packing areas.
- Repairs on production lines should be carried out by staff using an enclosed box for their tools. It is helpful if they use a small vacuum brush and magnet for cleaning afterward, where this is appropriate.
- Under no circumstances must welding, riveting, drilling or soldering be done on a system being used for production, or on any system immediately adjacent to it.
- Slicing or mincer blades, woven wire conveyors and sieves must be inspected every day for any signs of damage. This inspection needs to be clearly documented.
- Maintenance and cleaning staff who dismantle equipment should carry a suitable, clearly marked container for the safe storage of nuts, bolts, washers, etc.
- Staff must avoid using tape or wire to make temporary repairs to equipment. Missing or loose screws and damaged fittings need to be replaced or repaired promptly and permanently and swarf, wire debris and any other potential contaminant disposed of safely and quickly. All welding should be continuous and smooth.
It is important that all equipment repaired in workshops or in the factory is cleaned down and vacuumed (not blown with compressed air), before being returned to the production area. Workshop floors need to be swept and vacuumed at least once daily. Where workshops are within your factory building, a suitable trap should be fitted to the workshop exit, accompanied by a notice informing personnel to scrape their footwear before leaving.
Once repairs, maintenance activities and installations are complete, a member of the Quality Control team should inspect the plant and the surrounding areas BEFORE production starts again.
Ever since LOMA SYSTEMS was founded in 1969, the company has worked very closely with both food manufacturers and retailers to deliver advances in technology. As a result, LOMA has an unrivalled level of experience and expertise, in the practice of effective metal detection within food industry production lines.
Our latest introduction of the IQ4 series of Metal Detectors is the result bringing together the combined experience of LOMA, LOCK Inspection, CINTEX and BRAPENTA, and nearly 50 years of customer-back innovation. LOMA’s engineering teams have employed our Designed to Survive philosophy to deliver great metal detection sensitivity in a package that is easy to install; easy to use; easy to clean and maintain; can withstand the arduous food production environments; and ultimately brings a brilliant cost of ownership.
If, the audit determines that metal and other contaminants such as glass, mineral stone, calcified bone or high-density plastics and rubber are likely to be encountered, then X-ray is the only suitable solution. In many cases, there’s only one suitable solution. However, there may be occasions when it could be helpful to install both metal detection and X-ray inspection systems on the same production line.
LOMA are unable to state that metal detectors are safe for someone fitted with a heart pace-maker or any other kind of electronic implant, as we have no knowledge of heart pace-makers or other types of implant nor the particular limits that the individual person is fitted with.
However, we can confirm that our equipment meets all relevant safety standards, and the magnetic field strengths emitted into the environment by our equipment are at no higher a level than other electrical machinery that would be encountered in a factory environment. - i.e. if the person is permitted to work near electrical machinery then our equipment will not pose a risk.
We would clearly not recommend passing any person’s body through a metal detector.

Reliable Detection with Loma's IQ4 Metal Detector's
The IQ4 series of Metal Detectors include many features designed to aid uptime and productivity, including revolutionary variable frequency technology that optimize detection levels around a wide range of differing product conditions.

Featured Case Study
LOMA metal detector keeps bakers safe and BRC A accredited
Cake (Lomond Foods Ltd) is a family owned business set up in 2011 to produce homemade cakes, scones and traybakes of the best quality. Today it is run by Lauren Ingram the daughter of owners Sam and Barbara Henderson. With a focus on quality and safety, the business wanted to seek a suitable Check & Detect solution, and so they contacted Loma.